Analisis Proses Pengilangan Ketepatan Untuk Jarum Suntikan V3 — Bagaimana Teknologi Adab Mencipta Komponen Teras Untuk Automasi Perindustrian
May 05, 2026
Dalam barisan pengeluaran automatik untuk-barang pengguna yang bergerak pantas seperti makanan dan tembakau, suntikan perisa dan pewangi yang tepat ialah pautan kritikal yang menentukan kualiti produk yang konsisten. Sebagai pengakhir teras-pengaruh robot suntikan automatik, jarum suntikan V3 ditugaskan untuk menghantar bahan mentah cecair surih dengan tepat (cth, minyak pati, ekstrak tumbuhan, pewangi gred-makanan) kepada pembawa yang ditetapkan. Prestasinya secara langsung menentukan ketepatan, kecekapan dan kebolehpercayaan suntikan. Dengan kepakaran mendalam dalam-perkerjaan logam berketepatan tinggi, Manners Technology menyampaikan penyelesaian pembuatan lengkap untuk komponen teras ini-daripada pembentukan peringkat-mikron kepada-pengemasan permukaan berskala nanometer-menetapkan dirinya sebagai rakan kongsi pembuatan ketepatan yang amat diperlukan dalam rantaian bekalan peralatan automasi tinggi-tinggi global.
I. Struktur Teras: Penyepaduan Fungsian melalui "Dual-Petua Jarum Lubang" dan "Penuh-Pangkalan Heksagon Benang"
Walaupun padat, jarum suntikan V3 adalah komponen berfungsi yang sangat bersepadu. Reka bentuknya menangani titik kesakitan utama dalam pengeluaran automatik: kestabilan sambungan, ketepatan suntikan, ketahanan dan kebersihan.
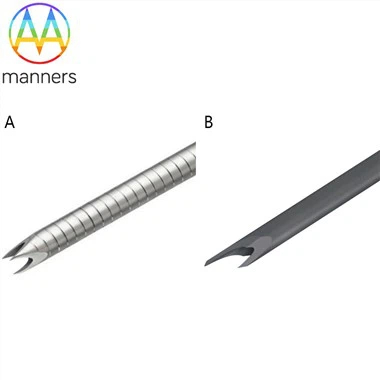
Penuh-Benang Benang Hexagonal BaseTapaknya mempunyai benang yang mematuhi piawaian ASME B1.21M dan dimesin menjadi bentuk heksagon. Reka bentuk ini membolehkan penguncian dwi: benang memberikan daya pengapit paksi yang teguh, manakala bayonet heksagon dengan sempurna menahan tork kilasan yang dijana semasa operasi mesin. Ini menghalang longgar atau putaran jarum secara tidak sengaja semasa operasi, memastikan penetapan mutlak titik suntikan-asas mekanikal untuk ketepatan kedudukan berulang.
Reka Bentuk Petua Jarum Dwi{0}}Ini mewakili intipati teknikal jarum V3. Daripada lubang tunggal yang ringkas, hujung jarum mempunyai dua lubang mikro-simetrik atau bersudut khusus yang terbentuk melalui pengiraan dan pemesinan yang tepat. Reka bentuk ini mengoptimumkan medan aliran semasa nyahcas cecair, memastikan pengedaran cecair yang disuntik lebih seragam (terutamanya-ekstrak kelikatan atau minyak pati) dan pengabusan atau penyemburan yang stabil. Ia menghapuskan titisan, percikan atau sisihan arah yang biasa dengan-reka bentuk lubang tunggal, meningkatkan keseragaman dan kebolehkawalan suntikan dengan ketara.
II. Proses Pembentukan Teras: Gabungan Muktamad Pusing Ketepatan Headstock Gelongsor dan Swaging Putar
Mengubah stok bar keluli tahan karat kepada komponen yang tepat bergantung pada keupayaan pembuatan teras Manners.
Citizen Cincom L12-Pelarik Sliding Headstock 1M7: "Pengukir Mikro" untuk PangkalanPemesinan asas heksagon ialah halangan pertama dalam pembuatan ketepatan. Adab mengamalkan orang JepunCitizen Cincom L12-Pelarik automatik kepala gelongsor 1M7, direka khusus untuk aci langsing dan bahagian berdiameter-kecil. Kelebihan terasnya termasuk:
Ketepatan ultra-tinggi: Ketepatan kedudukan ±0.01 mm dan toleransi sudut ±0.1 darjah, memastikan ketepatan benang, simetri heksagon dan keserenjang asas-ke-datum sambungan tiub jarum.
Pengapit tunggal, pemprosesan lengkap: Dilengkapi dengan sistem gelendong sekunder dan berbilang alatan berkuasa, ia melaksanakan semua proses dalam satu persediaan-pusing luaran, pengilangan heksagon, penggerudian, pengetik dan pembentukan belakang-. Ini menghapuskan ralat pengapit sekunder, kritikal untuk memastikan ketumpuan produk akhir dan toleransi geometri. Kekasaran permukaan yang terhasil mencapaiRa < 0.4 μm, menyediakan permukaan mengawan yang ideal untuk kimpalan laser seterusnya.
Dua-Die Rotary Swaging: Membentuk Petua Jarum "Fungsian".Membentuk hujung jarum-terutamanya-struktur lubang-bergantung pada swaging berputar. Adab menggunakan adua-mesin swaging berputar, yang beroperasi melalui dua (atau lebih) dies yang memberikan-kelajuan tinggi, pukulan jejari salingan yang disegerakkan manakala kosong berputar dan suapan secara paksi.
Proses aliran kerja: Tiub keluli tahan karat berputar dan maju melalui acuan. Memalu berterusan mendorong aliran logam plastik, mengurangkan diameter luar tiub secara seragam, meningkatkan ketebalan dinding, dan menutup dan menempa hujung secara beransur-ansur menjadi bentuk hujung yang telah ditetapkan.
Kelebihan teknikal:
Ketepatan dan konsistensi yang tinggi: Membentuk geometri hujung yang kompleks dengan kebolehulangan yang luar biasa, memastikan ciri aliran yang konsisten merentas setiap jarum.
Struktur bijirin logam yang unggul: Swaging mengekalkan gentian logam berterusan sepanjang kontur komponen (tidak seperti pemesinan, yang memutuskan gentian), memberikan hujung dengan kekuatan yang lebih tinggi dan rintangan keletihan.
Realisasi struktur dua-lubang: Melalui swaging yang dikawal dengan tepat, dua lubang-mikro-patuh reka bentuk boleh ditebuk atau digerudi dengan tepat semasa atau selepas pembentukan hujung.
III. Tinggi-Pencantuman Integriti: Kimpalan dan Penandaan Laser
Mengintegrasikan asas mesin dan hujung jarum yang dimesin secara berasingan memerlukan kaedah penyambungan yang memberikan kekuatan tinggi, ubah bentuk minimum dan kebersihan. Adab memilihkimpalan laser.
Ketumpatan tenaga tinggi, kesan haba yang minimum: Pancaran laser tertumpu mencairkan dan menggabungkan logam secara setempat dalam milisaat. Input haba pekat menghasilkan zon terjejas-haba yang sangat kecil, memastikan ubah bentuk kimpalan boleh diabaikan dan mengekalkan ketepatan asal dan sifat mekanikal jarum (terutamanya hujung yang halus).
Kekuatan kimpalan yang tinggi, tiada bahan pengisi: Kimpalan laser menawarkan nisbah kedalaman-ke{1}}lebar yang tinggi, dengan kekuatan biasanya sepadan dengan logam asas. Sebagai proses kimpalan autogen, tiada wayar pengisi diperlukan, menghalang pengenalan kekotoran dan memastikan ketulenan komponen-penting untuk aplikasi makanan dan farmaseutikal.
Kimpalan-pasca,penandaan lasermengukir pengecam "V3" secara kekal pada pangkalan. Kaedah penandaan bukan{2}}sentuh ini adalah tahan haus dan kakisan, memberikan kebolehkesanan kekal untuk produk.
IV. Prestasi dan Jaminan Kitaran Hayat: "Trilogi" Rawatan Permukaan
Industri makanan melibatkan persekitaran yang kompleks dengan pendedahan kepada asid, alkali, garam, minyak dan media lain. Oleh itu, rawatan permukaan adalah penting untuk memastikan-pengoperasian jangka panjang jarum suntikan V3 yang boleh dipercayai dan pematuhan piawaian kebersihan.
Penggilap elektrik(mengikut piawaian ASTM B912)Komponen bertindak sebagai anod dalam larutan elektrolit, di mana pelarutan elektrolitik lebih suka membuang protrusi permukaan mikroskopik (kawasan ketumpatan arus yang lebih tinggi). Proses ini memberikan tiga faedah utama:
Kelancaran cermin: Mengurangkan kekasaran permukaan secara dramatik untuk kemasan cermin. Lumen dalaman yang licin meminimumkan sisa cecair dan pertumbuhan mikrob; permukaan luar yang licin memudahkan pembersihan dan mengurangkan-risiko pencemaran silang.
Pembuangan kecacatan-mikro: Menghapuskan mikro-burr dan rekahan daripada pemesinan, meningkatkan kekuatan keletihan.
Rintangan kakisan yang lebih baik: Membentuk filem pasif kaya kromium-yang lebih seragam, meletakkan asas untuk pempasifan seterusnya.
PasifKomponen yang digilap direndam dalam larutan asid sitrik atau nitrik. Ini membuang semua ion besi bebas dari permukaan dan menggalakkan pembentukan lapisan pelindung kromium oksida yang lengkap pada keluli tahan karat. Filem pasif lengai ini merupakan penghalang utama terhadap kakisan elektrokimia (karat), memastikan-kestabilan jangka panjang dalam persekitaran yang lembap dan{3}}mengandungi klorin.
Pembersihan UltrasonikPembersihan mendalam terakhir dilakukan selepas semua proses pemesinan dan rawatan. Gelombang bunyi-berkekerapan tinggi (40,000 Hz) menjana "peronggaan" dalam larutan pembersihan, menghasilkan-buih mikro yang runtuh dan melepaskan gelombang kejutan. Ini menembusi setiap celah dan mikropori komponen, mengeluarkan gris, menggilap sisa sebatian, zarah logam dan bahan cemar lain dengan kuat. Hasilnya ialah produk yang memenuhi piawaian kebersihan gred perubatan/makanan-.
V. Kawalan Kualiti Sepanjang Proses
Sistem pengeluaran adab beroperasi di bawah rangka kerja pengurusan kualiti dwiISO 9001:2015 dan ISO 13485. Kawalan kualiti bukanlah langkah terakhir tetapi disepadukan ke dalam setiap peringkat: pengesahan sijil bahan semasa kemasukan bahan mentah, dalam-pemeriksaan dimensi proses selepas berpusing dan bergoyang (menggunakan tolok pin, angkup dan projektor), ujian tidak-memusnahkan kimpalan laser dan pemeriksaan akhir yang diperbesarkan pada hujung jarum dan lubang dua. Setiap parameter proses dikawal oleh arahan kerja yang disahkan dan didokumenkan; setiap kelompok produk disertakan dengan rekod pengeluaran yang lengkap dan boleh dikesan.
Kesimpulan
Perjalanan pembuatan jarum suntikan V3 ialah "transformasi" bermula daripada bar keluli tahan karat tunggal, didayakan oleh satu siri-proses ketepatan canggih. Dengan menyepadukan dengan lancar -pemutaran headstock gelongsor berketepatan tinggi, swaging putar lanjutan, kimpalan laser bersih dan rawatan permukaan saintifik, Manners Technology bukan sahaja mencipta komponen fizikal tetapi juga -effector penghujung yang boleh dipercayai yang memenuhi permintaan pengeluaran automatik Industri 4.0 untuk ketepatan, kebolehpercayaan, kebersihan dan ketahanan. Lebih daripada sekadar alat suntikan wangian, ia mewakili mikrokosmos dan bukti keupayaan pembuatan ketepatan China dalam-sektor komponen industri mewah.